italiano
italiano English
English français
français Deutsch
Deutsch русский
русский español
español 日本語
日本語 한국의
한국의 ไทย
ไทย Indonesia
Indonesiacome possiamo aiutarti
Tu può contattarci in qualsiasi modo sia conveniente per te. Noi sono disponibili 24 / 7 via e-mail o telefono.
Contattaci
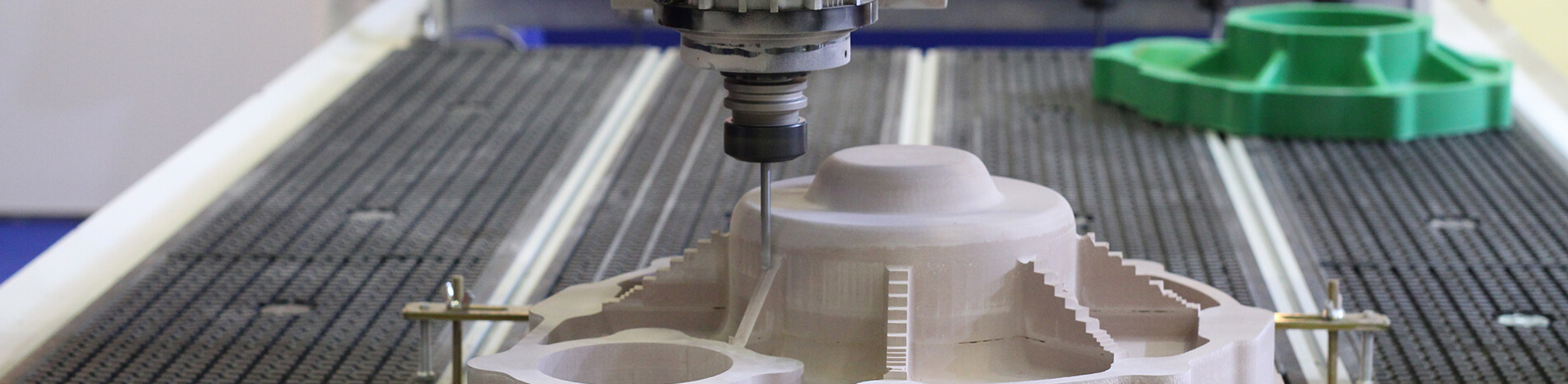
le fessurazioni includono fessurazioni del filamento, microfessurazioni, sbiancamento, screpolature e danni causati dall'adesione di parti e percorsi di flusso sulla superficie delle parti.
I motivi principali sono i seguenti:
1 Elaborazione:
1) Se la pressione di lavorazione è troppo alta, la velocità è troppo alta, il riempimento è eccessivo, l'iniezione e il tempo di mantenimento sono eccessivi, tutti questi porterà a un eccessivo stress interno e frattura.
2) regolare la velocità e la pressione di apertura dello stampo per evitare crepe nel rilascio dello stampo causate dal rapido disegno del pezzo.
3) aumentare correttamente il muffatemperatura per rendere le parti facili da smodellare e ridurre adeguatamente la temperatura del materiale per prevenire la decomposizione.
4) prevengono le crepe causate dalla linea di saldatura e il degrado della plastica ridurrà la resistenza meccanica.
5) uso appropriato di agenti distaccanti, attenzione dovrebbe essere pagato per eliminare gli aerosol e altre sostanze attaccate alla superficie dello stampo.
6) eseguendo un trattamento termico di ricottura immediatamente dopo la formatura, è possibile eliminare lo stress residuo e lo stress interno del pezzo, riducendo così il verificarsi di cricche.
2 stampo aspetto:
1) L'espulsione dovrebbe essere equilibrato. Per esempio, il numero e l'area della sezione trasversale dei perni di espulsione dovrebbero essere sufficiente, l'angolo di sformo dovrebbe essere sufficiente e la superficie della cavità dello stampo dovrebbe essere sufficientemente liscia da evitare fessurazioni dovute alla concentrazione di tensioni residue causate da forze esterne.
2) La struttura del pezzo dovrebbe non essere troppo sottile e la parte di transizione dovrebbe utilizzare la transizione dell'arco il più possibile per evitare la concentrazione di sollecitazioni causata da angoli acuti e smussi.
3) ridurre al minimo l'uso di inserti metallici per evitare sollecitazioni interne da in aumento a causa della differenza di ritiro tra inserti e parti.
4) Per componenti con fondi profondi, opportuni canali di ingresso di stripping dovrebbero essere previsto per prevenire il vuoto pressione negativa.
5) Il canale di colata è abbastanza grande da demold il materiale del cancello quando non è curato, quindi è facile smodellarlo.
6) La boccola del canale di colata e i giunti degli ugelli dovrebbero impedire che il materiale di raffreddamento da trascinato per far aderire il pezzo allo stampo fisso.
3 Materiale:
1) Il contenuto di materiali riciclati è troppo alto, la resistenza della parte è troppo bassa perché di questo.
2) troppa umidità fa sì che alcune plastiche reagiscano con il vapore acqueo, riducono la resistenza e causano screpolature
3) Il materiale stesso non è adatto per l'ambiente di lavorazione o l'ambiente di scarsa qualità. Se è contaminato, causerà rottura.
 IPv6 rete supportata
IPv6 rete supportata